欢迎光临河北来贺机电设备制造有限公司!
品质
钢模具
制造厂家
模具定制\批发\致宏模具分站
全国咨询热线:
13503380970
网站首页
模具资讯
风电塔筒模具
排水沟模具
拱形骨架模具
防撞墙模具
联系我们
在线留言
风电塔筒模具|混塔式风电塔筒模具|风电塔筒预制模具|-来贺模具厂
风电塔筒模具
排水沟模具
拱形骨架模具
防撞墙模具
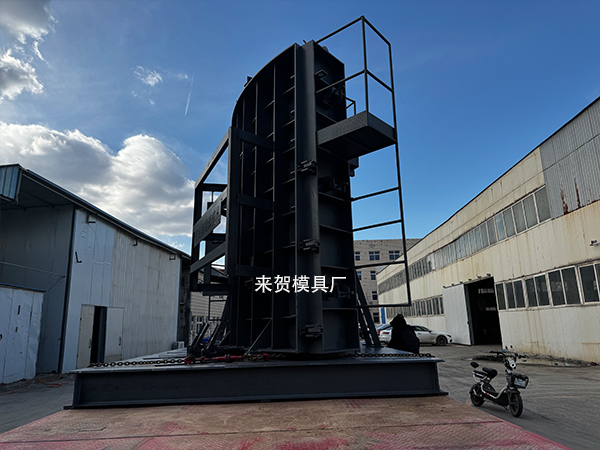
混凝土风电塔筒模具
混塔式风电塔筒管片模具
混塔式风电塔筒模具
风电混塔模具
风电混凝土塔架模具
风电塔筒模具|混塔式风电塔筒模具
风电塔筒管片模具
风电塔筒混凝土预制构件模具
风电塔筒模具|风电混塔筒模具
选择我们的钢模具
专注质量和品质
各种市政路桥钢模具模板加工,源头制造厂家
不是中间商,不是模具销售企业,我们不仅有大型车间,还拥有独特的设计模式,让预制和操作更方便
铁路、高速、市政、生态多领域模具模板加工
多项车床加工设备,完善售后服务体系
机械式模具设备大部分加工需要车床配合,这保证了模具的质量和精度标准,让预制件成型效果更好
20多人的研发制造团队,从设计到加工验收,满足各种多样化定制需求。
定制加工,操作安装无忧
各种钢模具按照常规图集定制,操作售后切实保障
优秀的施工案例以及全国的多个合作单位
以方便预制为根本,融入机械式设计
公司提供独特的模具设备机械化产品,定制加工卡扣方便模具操作和浇筑
做模具行业里的品牌,欢迎咨询考察,将模具加工为设备的专业厂家
预制案例
伊犁河谷风电场项目-装配式风电塔筒模具哪家好
吐鲁番戈壁风电场项目-混塔式风电塔筒模具
新疆达坂城风电场项目-混塔式风电塔筒模具哪家好
福建风电塔筒模具施工:与保定致宏模具厂携手打造行业典范
致宏模具·厂家直销
品质机械模具厂家\质量\最具性价比模具解决方案
模具资讯
NEWS CENTER
更多
模具资讯
2026-06-11
降本增效抗腐耐用 混凝土风电塔筒模具工程优势
2026-04-21
可变壁厚模具:提升风电塔筒模具与风电混塔模具市场竞争力的关键
2026-04-20
风电塔筒模具(O型-C型筒片)分片运输、现场拼装及吊装施工指南
2026-04-18
预制分片式免灌浆风电塔筒模具施工技术研究与应用
2026-04-16
预制装配式混凝土风电塔筒模具生产与装配关键技术研究
2026-04-09
混凝土风电塔筒模具:结构特点与制造技术优势
2026-03-23
预制管片风电塔筒模具 拼装与张拉工艺全新升级
2026-02-28
风电塔筒模具脱模难、易变形?解决方案来了
友情链接
/ LINKS
综合管廊模具
混塔式风电塔筒模具
综合管廊模具
在线客服
客服
联系方式
公司电话
13503380970
二维码
在
线
客
服

















 客服
客服